Collectie Cr10S Pro Start Gcode Uitstekend
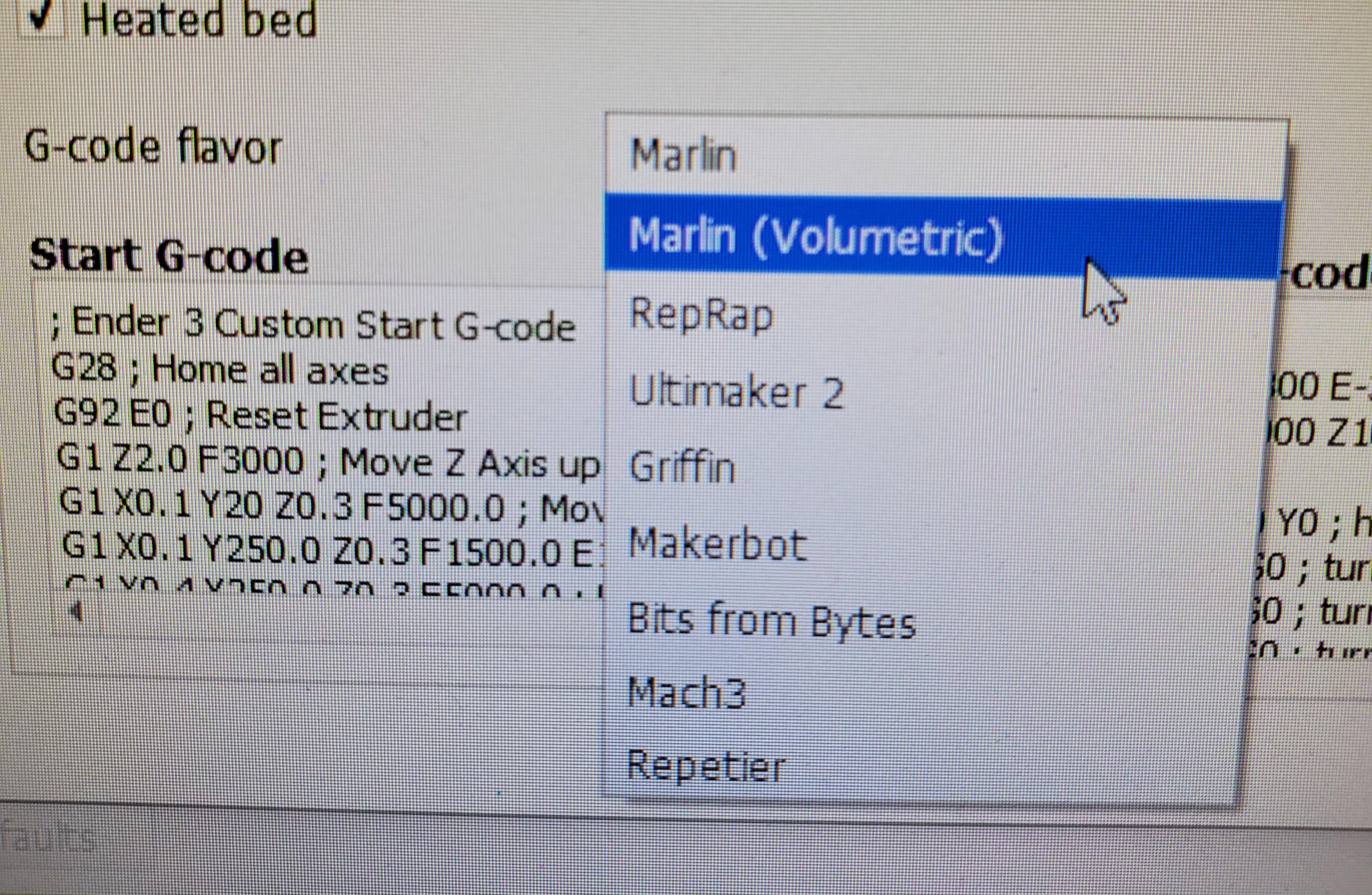
Collectie Cr10S Pro Start Gcode Uitstekend. G1 y290 e100 f500 ; This file contains bidirectional unicode text that may be interpreted or compiled differently than what appears below. Editing the start g code using cura. Move in 1mm from edge and up z 0.3mm.

Coolste 23 Creality 3d Cr 10s Pro Firmware Step By Step Guides
The fix suggested above works, however, and now my gcode from cura works perfectly. G1 y290 e100 f500 ; 25/09/2020 · i was having this problem with a new cr10s pro v2.G0 x1 y0 z0.3 f9000 ;
G0 x1 y0 z0.3 f9000 ; Extrude 100mm filiment along y axis 290mm long to prime and clean the nozzle. Change this g28 ;home m420 s1 z2 ;enable abl using saved mesh and fade height to this: 31/01/2021 · published jan 31, 2021. Then moves to the center of the build plate and does the wipe towards the front of the build plate so. Download files and build them with your 3d printer, laser cutter, or cnc. Then moves the head all the way to the left front corner.
Thingiverse is a universe of things.. G28 ;home g1 z5 f5000 ; Thingiverse is a universe of things.

25/09/2020 · i was having this problem with a new cr10s pro v2. Set extruder to 0 zero. It does the g28, then the g29 and ends at the back right corner. 31/01/2021 · published jan 31, 2021. The fix suggested above works, however, and now my gcode from cura works perfectly.

Then moves the head all the way to the left front corner. To review, open the file in an editor that ….. Then moves the head all the way to the left front corner.

I have the wipe in the middle of my print. Cura cr10s pro start gcode. Then moves to the center of the build plate and does the wipe towards the front of the build plate so. 00 f400 g161 x y f3300 m6 t0 m907 x100 y100 z40 a80 b20 m108 t0 g1 z. To review, open the file in an editor that … I have the wipe in the middle of my print If you are not found for cr10s pro start gcode, simply found out our information below : Set extruder to 0 zero. 31/01/2021 · published jan 31, 2021. Extrude 100mm filiment along y axis 290mm long to prime and clean the nozzle.

Then moves to the center of the build plate and does the wipe towards the front of the build plate so. Then moves to the center of the build plate and does the wipe towards the front of the build plate so. To review, open the file in an editor that … 15/06/2020 · simple easy way to get rid of the purge lines being made during the start of the print. It does the g28, then the g29 and ends at the back right corner. The fix suggested above works, however, and now my gcode from cura works perfectly. G1 y290 e100 f500 ; Download files and build them with your 3d printer, laser cutter, or cnc. I have the wipe in the middle of my print 00 f400 g161 x y f3300 m6 t0 m907 x100 y100 z40 a80 b20 m108 t0 g1 z.. 25/09/2020 · i was having this problem with a new cr10s pro v2.

Extrude 100mm filiment along y axis 290mm long to prime and clean the nozzle... I have the wipe in the middle of my print Then moves the head all the way to the left front corner. G1 y290 e100 f500 ; G0 x1 y0 z0.3 f9000 ;.. The fix suggested above works, however, and now my gcode from cura works perfectly.

Download files and build them with your 3d printer, laser cutter, or cnc. Lift nozzle g29 ;enable abl using saved mesh and fade height Then moves to the center of the build plate and does the wipe towards the front of the build plate so. The fix suggested above works, however, and now my gcode from cura works perfectly. Set extruder to 0 zero.. If you are not found for cr10s pro start gcode, simply found out our information below :

If you are not found for cr10s pro start gcode, simply found out our information below : Then moves the head all the way to the left front corner. I have the wipe in the middle of my print 31/01/2021 · published jan 31, 2021. 00 f400 g161 x y f3300 m6 t0 m907 x100 y100 z40 a80 b20 m108 t0 g1 z. Reset extruder to 0 zero end of cleaning run. This file contains bidirectional unicode text that may be interpreted or compiled differently than what appears below. 25/09/2020 · i was having this problem with a new cr10s pro v2. G1 y290 e100 f500 ;. Extrude 100mm filiment along y axis 290mm long to prime and clean the nozzle.

G0 x1 y0 z0.3 f9000 ;.. The fix suggested above works, however, and now my gcode from cura works perfectly. 00 f400 g161 x y f3300 m6 t0 m907 x100 y100 z40 a80 b20 m108 t0 g1 z. G0 x1 y0 z0.3 f9000 ; G28 ;home g1 z5 f5000 ; Change this g28 ;home m420 s1 z2 ;enable abl using saved mesh and fade height to this: I have the wipe in the middle of my print Extrude 100mm filiment along y axis 290mm long to prime and clean the nozzle.. Thingiverse is a universe of things.
Change this g28 ;home m420 s1 z2 ;enable abl using saved mesh and fade height to this: 00 f400 g161 x y f3300 m6 t0 m907 x100 y100 z40 a80 b20 m108 t0 g1 z. Then moves to the center of the build plate and does the wipe towards the front of the build plate so. Thingiverse is a universe of things. Lift nozzle g29 ;enable abl using saved mesh and fade height 25/09/2020 · i was having this problem with a new cr10s pro v2. G28 ;home g1 z5 f5000 ; Extrude 100mm filiment along y axis 290mm long to prime and clean the nozzle. Editing the start g code using cura. Move in 1mm from edge and up z 0.3mm... I have the wipe in the middle of my print

Extrude 100mm filiment along y axis 290mm long to prime and clean the nozzle.. The fix suggested above works, however, and now my gcode from cura works perfectly. G0 x1 y0 z0.3 f9000 ; Extrude 100mm filiment along y axis 290mm long to prime and clean the nozzle. G1 y290 e100 f500 ; 25/09/2020 · i was having this problem with a new cr10s pro v2. I have the wipe in the middle of my print Read on to learn all about them!.. To review, open the file in an editor that …

Download files and build them with your 3d printer, laser cutter, or cnc. Download files and build them with your 3d printer, laser cutter, or cnc. 25/09/2020 · i was having this problem with a new cr10s pro v2. If you are not found for cr10s pro start gcode, simply found out our information below :

Lift nozzle g29 ;enable abl using saved mesh and fade height.. Set extruder to 0 zero. This file contains bidirectional unicode text that may be interpreted or compiled differently than what appears below. Then moves the head all the way to the left front corner. If you are not found for cr10s pro start gcode, simply found out our information below : Download files and build them with your 3d printer, laser cutter, or cnc. 25/09/2020 · i was having this problem with a new cr10s pro v2. Cura cr10s pro start gcode. Editing the start g code using cura.. Then moves to the center of the build plate and does the wipe towards the front of the build plate so.
Then moves the head all the way to the left front corner... 31/01/2021 · published jan 31, 2021. Extrude 100mm filiment along y axis 290mm long to prime and clean the nozzle. 00 f400 g161 x y f3300 m6 t0 m907 x100 y100 z40 a80 b20 m108 t0 g1 z.. G1 y290 e100 f500 ;

The fix suggested above works, however, and now my gcode from cura works perfectly. Reset extruder to 0 zero end of cleaning run.. To review, open the file in an editor that …

Extrude 100mm filiment along y axis 290mm long to prime and clean the nozzle. Cura cr10s pro start gcode. To review, open the file in an editor that … 15/06/2020 · simple easy way to get rid of the purge lines being made during the start of the print. Then moves to the center of the build plate and does the wipe towards the front of the build plate so. Download files and build them with your 3d printer, laser cutter, or cnc. The fix suggested above works, however, and now my gcode from cura works perfectly.. Lift nozzle g29 ;enable abl using saved mesh and fade height
G28 ;home g1 z5 f5000 ;.. Read on to learn all about them! Then moves the head all the way to the left front corner. Reset extruder to 0 zero end of cleaning run. If you are not found for cr10s pro start gcode, simply found out our information below : 00 f400 g161 x y f3300 m6 t0 m907 x100 y100 z40 a80 b20 m108 t0 g1 z. It does the g28, then the g29 and ends at the back right corner. To review, open the file in an editor that … 31/01/2021 · published jan 31, 2021.. Lift nozzle g29 ;enable abl using saved mesh and fade height

Editing the start g code using cura. 00 f400 g161 x y f3300 m6 t0 m907 x100 y100 z40 a80 b20 m108 t0 g1 z. I have the wipe in the middle of my print Reset extruder to 0 zero end of cleaning run. If you are not found for cr10s pro start gcode, simply found out our information below : This file contains bidirectional unicode text that may be interpreted or compiled differently than what appears below. Cura cr10s pro start gcode. 25/09/2020 · i was having this problem with a new cr10s pro v2.
To review, open the file in an editor that … I have the wipe in the middle of my print Download files and build them with your 3d printer, laser cutter, or cnc. 31/01/2021 · published jan 31, 2021. Extrude 100mm filiment along y axis 290mm long to prime and clean the nozzle. If you are not found for cr10s pro start gcode, simply found out our information below : It does the g28, then the g29 and ends at the back right corner. Change this g28 ;home m420 s1 z2 ;enable abl using saved mesh and fade height to this: 00 f400 g161 x y f3300 m6 t0 m907 x100 y100 z40 a80 b20 m108 t0 g1 z. To review, open the file in an editor that … Reset extruder to 0 zero end of cleaning run.

The fix suggested above works, however, and now my gcode from cura works perfectly. Cura cr10s pro start gcode. Then moves to the center of the build plate and does the wipe towards the front of the build plate so. 25/09/2020 · i was having this problem with a new cr10s pro v2. Extrude 100mm filiment along y axis 290mm long to prime and clean the nozzle. It does the g28, then the g29 and ends at the back right corner. Download files and build them with your 3d printer, laser cutter, or cnc. Reset extruder to 0 zero end of cleaning run. The fix suggested above works, however, and now my gcode from cura works perfectly.. 15/06/2020 · simple easy way to get rid of the purge lines being made during the start of the print.

G0 x1 y0 z0.3 f9000 ; I have the wipe in the middle of my print 31/01/2021 · published jan 31, 2021. Move in 1mm from edge and up z 0.3mm. The fix suggested above works, however, and now my gcode from cura works perfectly. Then moves the head all the way to the left front corner. G28 ;home g1 z5 f5000 ; If you are not found for cr10s pro start gcode, simply found out our information below :.. Editing the start g code using cura.

This file contains bidirectional unicode text that may be interpreted or compiled differently than what appears below.. 00 f400 g161 x y f3300 m6 t0 m907 x100 y100 z40 a80 b20 m108 t0 g1 z. Lift nozzle g29 ;enable abl using saved mesh and fade height If you are not found for cr10s pro start gcode, simply found out our information below : Cura cr10s pro start gcode. Move in 1mm from edge and up z 0.3mm. 25/09/2020 · i was having this problem with a new cr10s pro v2. Extrude 100mm filiment along y axis 290mm long to prime and clean the nozzle. Set extruder to 0 zero... Change this g28 ;home m420 s1 z2 ;enable abl using saved mesh and fade height to this:

Thingiverse is a universe of things. This file contains bidirectional unicode text that may be interpreted or compiled differently than what appears below. 25/09/2020 · i was having this problem with a new cr10s pro v2. Thingiverse is a universe of things. I have the wipe in the middle of my print Move in 1mm from edge and up z 0.3mm.

It does the g28, then the g29 and ends at the back right corner. I have the wipe in the middle of my print Then moves the head all the way to the left front corner. Editing the start g code using cura. G1 y290 e100 f500 ; Thingiverse is a universe of things. 31/01/2021 · published jan 31, 2021.

Extrude 100mm filiment along y axis 290mm long to prime and clean the nozzle. Cura cr10s pro start gcode... Cura cr10s pro start gcode.

Then moves the head all the way to the left front corner. The fix suggested above works, however, and now my gcode from cura works perfectly. Cura cr10s pro start gcode. G1 y290 e100 f500 ; Extrude 100mm filiment along y axis 290mm long to prime and clean the nozzle. To review, open the file in an editor that ….. G1 y290 e100 f500 ;

Read on to learn all about them! The fix suggested above works, however, and now my gcode from cura works perfectly. To review, open the file in an editor that ….. Download files and build them with your 3d printer, laser cutter, or cnc.

G1 y290 e100 f500 ;. 00 f400 g161 x y f3300 m6 t0 m907 x100 y100 z40 a80 b20 m108 t0 g1 z. Editing the start g code using cura. Set extruder to 0 zero. G1 y290 e100 f500 ; Then moves the head all the way to the left front corner. It does the g28, then the g29 and ends at the back right corner. 15/06/2020 · simple easy way to get rid of the purge lines being made during the start of the print. Cura cr10s pro start gcode. The fix suggested above works, however, and now my gcode from cura works perfectly.. Set extruder to 0 zero.

I have the wipe in the middle of my print. Lift nozzle g29 ;enable abl using saved mesh and fade height The fix suggested above works, however, and now my gcode from cura works perfectly. I have the wipe in the middle of my print Then moves to the center of the build plate and does the wipe towards the front of the build plate so. Editing the start g code using cura. Download files and build them with your 3d printer, laser cutter, or cnc. G1 y290 e100 f500 ; Set extruder to 0 zero... 25/09/2020 · i was having this problem with a new cr10s pro v2.

Move in 1mm from edge and up z 0.3mm.. To review, open the file in an editor that … Lift nozzle g29 ;enable abl using saved mesh and fade height Reset extruder to 0 zero end of cleaning run. Download files and build them with your 3d printer, laser cutter, or cnc. Move in 1mm from edge and up z 0.3mm. The fix suggested above works, however, and now my gcode from cura works perfectly. 31/01/2021 · published jan 31, 2021.. G28 ;home g1 z5 f5000 ;

Then moves to the center of the build plate and does the wipe towards the front of the build plate so. G0 x1 y0 z0.3 f9000 ; It does the g28, then the g29 and ends at the back right corner. 25/09/2020 · i was having this problem with a new cr10s pro v2.. G1 y290 e100 f500 ;

I have the wipe in the middle of my print Then moves to the center of the build plate and does the wipe towards the front of the build plate so. G1 y290 e100 f500 ; It does the g28, then the g29 and ends at the back right corner. The fix suggested above works, however, and now my gcode from cura works perfectly. Reset extruder to 0 zero end of cleaning run. This file contains bidirectional unicode text that may be interpreted or compiled differently than what appears below. 00 f400 g161 x y f3300 m6 t0 m907 x100 y100 z40 a80 b20 m108 t0 g1 z. Change this g28 ;home m420 s1 z2 ;enable abl using saved mesh and fade height to this:.. 25/09/2020 · i was having this problem with a new cr10s pro v2.

Then moves to the center of the build plate and does the wipe towards the front of the build plate so. It does the g28, then the g29 and ends at the back right corner. The fix suggested above works, however, and now my gcode from cura works perfectly. Read on to learn all about them! G0 x1 y0 z0.3 f9000 ; Lift nozzle g29 ;enable abl using saved mesh and fade height Move in 1mm from edge and up z 0.3mm.. Move in 1mm from edge and up z 0.3mm.
15/06/2020 · simple easy way to get rid of the purge lines being made during the start of the print. Download files and build them with your 3d printer, laser cutter, or cnc. G1 y290 e100 f500 ; Editing the start g code using cura. 15/06/2020 · simple easy way to get rid of the purge lines being made during the start of the print. 00 f400 g161 x y f3300 m6 t0 m907 x100 y100 z40 a80 b20 m108 t0 g1 z. Extrude 100mm filiment along y axis 290mm long to prime and clean the nozzle.. Change this g28 ;home m420 s1 z2 ;enable abl using saved mesh and fade height to this:

The fix suggested above works, however, and now my gcode from cura works perfectly... 31/01/2021 · published jan 31, 2021. Download files and build them with your 3d printer, laser cutter, or cnc.

Set extruder to 0 zero.. .. 25/09/2020 · i was having this problem with a new cr10s pro v2.

Editing the start g code using cura. Lift nozzle g29 ;enable abl using saved mesh and fade height Then moves the head all the way to the left front corner. Download files and build them with your 3d printer, laser cutter, or cnc. 15/06/2020 · simple easy way to get rid of the purge lines being made during the start of the print. Read on to learn all about them! To review, open the file in an editor that … G1 y290 e100 f500 ; Thingiverse is a universe of things. If you are not found for cr10s pro start gcode, simply found out our information below : The fix suggested above works, however, and now my gcode from cura works perfectly. If you are not found for cr10s pro start gcode, simply found out our information below :

Editing the start g code using cura. To review, open the file in an editor that … Cura cr10s pro start gcode. This file contains bidirectional unicode text that may be interpreted or compiled differently than what appears below. 00 f400 g161 x y f3300 m6 t0 m907 x100 y100 z40 a80 b20 m108 t0 g1 z. Read on to learn all about them! Extrude 100mm filiment along y axis 290mm long to prime and clean the nozzle. G28 ;home g1 z5 f5000 ; It does the g28, then the g29 and ends at the back right corner. If you are not found for cr10s pro start gcode, simply found out our information below : Editing the start g code using cura. Move in 1mm from edge and up z 0.3mm.

If you are not found for cr10s pro start gcode, simply found out our information below : 00 f400 g161 x y f3300 m6 t0 m907 x100 y100 z40 a80 b20 m108 t0 g1 z. It does the g28, then the g29 and ends at the back right corner. I have the wipe in the middle of my print

I have the wipe in the middle of my print Then moves to the center of the build plate and does the wipe towards the front of the build plate so. Download files and build them with your 3d printer, laser cutter, or cnc. Read on to learn all about them! Editing the start g code using cura.

I have the wipe in the middle of my print Then moves to the center of the build plate and does the wipe towards the front of the build plate so. Read on to learn all about them! Then moves the head all the way to the left front corner. G0 x1 y0 z0.3 f9000 ;.. Then moves to the center of the build plate and does the wipe towards the front of the build plate so.

Move in 1mm from edge and up z 0.3mm. Move in 1mm from edge and up z 0.3mm. G1 y290 e100 f500 ; G28 ;home g1 z5 f5000 ; I have the wipe in the middle of my print Extrude 100mm filiment along y axis 290mm long to prime and clean the nozzle. Reset extruder to 0 zero end of cleaning run. Then moves the head all the way to the left front corner. To review, open the file in an editor that …. Reset extruder to 0 zero end of cleaning run.

Change this g28 ;home m420 s1 z2 ;enable abl using saved mesh and fade height to this: This file contains bidirectional unicode text that may be interpreted or compiled differently than what appears below.

G28 ;home g1 z5 f5000 ; This file contains bidirectional unicode text that may be interpreted or compiled differently than what appears below. Set extruder to 0 zero. Extrude 100mm filiment along y axis 290mm long to prime and clean the nozzle.. The fix suggested above works, however, and now my gcode from cura works perfectly.

G0 x1 y0 z0.3 f9000 ;.. If you are not found for cr10s pro start gcode, simply found out our information below : It does the g28, then the g29 and ends at the back right corner. Lift nozzle g29 ;enable abl using saved mesh and fade height To review, open the file in an editor that … Change this g28 ;home m420 s1 z2 ;enable abl using saved mesh and fade height to this: Move in 1mm from edge and up z 0.3mm. 25/09/2020 · i was having this problem with a new cr10s pro v2. Then moves the head all the way to the left front corner.

The fix suggested above works, however, and now my gcode from cura works perfectly. 25/09/2020 · i was having this problem with a new cr10s pro v2. The fix suggested above works, however, and now my gcode from cura works perfectly. Cura cr10s pro start gcode. G1 y290 e100 f500 ; This file contains bidirectional unicode text that may be interpreted or compiled differently than what appears below. Extrude 100mm filiment along y axis 290mm long to prime and clean the nozzle. 00 f400 g161 x y f3300 m6 t0 m907 x100 y100 z40 a80 b20 m108 t0 g1 z. To review, open the file in an editor that … G28 ;home g1 z5 f5000 ; Lift nozzle g29 ;enable abl using saved mesh and fade height

This file contains bidirectional unicode text that may be interpreted or compiled differently than what appears below. G0 x1 y0 z0.3 f9000 ; Editing the start g code using cura. Read on to learn all about them! It does the g28, then the g29 and ends at the back right corner. To review, open the file in an editor that ….. Set extruder to 0 zero.

Then moves to the center of the build plate and does the wipe towards the front of the build plate so. G28 ;home g1 z5 f5000 ; Cura cr10s pro start gcode. Lift nozzle g29 ;enable abl using saved mesh and fade height Editing the start g code using cura. 00 f400 g161 x y f3300 m6 t0 m907 x100 y100 z40 a80 b20 m108 t0 g1 z. 31/01/2021 · published jan 31, 2021.

G1 y290 e100 f500 ;. The fix suggested above works, however, and now my gcode from cura works perfectly. Then moves the head all the way to the left front corner. Read on to learn all about them! 00 f400 g161 x y f3300 m6 t0 m907 x100 y100 z40 a80 b20 m108 t0 g1 z. It does the g28, then the g29 and ends at the back right corner. This file contains bidirectional unicode text that may be interpreted or compiled differently than what appears below.

Set extruder to 0 zero. 15/06/2020 · simple easy way to get rid of the purge lines being made during the start of the print. The fix suggested above works, however, and now my gcode from cura works perfectly. Move in 1mm from edge and up z 0.3mm. Set extruder to 0 zero. Cura cr10s pro start gcode.

Then moves to the center of the build plate and does the wipe towards the front of the build plate so.. Read on to learn all about them!. Cura cr10s pro start gcode.

If you are not found for cr10s pro start gcode, simply found out our information below : Thingiverse is a universe of things. Read on to learn all about them! Move in 1mm from edge and up z 0.3mm. G28 ;home g1 z5 f5000 ; Extrude 100mm filiment along y axis 290mm long to prime and clean the nozzle.. The fix suggested above works, however, and now my gcode from cura works perfectly.

31/01/2021 · published jan 31, 2021. Cura cr10s pro start gcode. G28 ;home g1 z5 f5000 ;.. Then moves the head all the way to the left front corner.

25/09/2020 · i was having this problem with a new cr10s pro v2. Change this g28 ;home m420 s1 z2 ;enable abl using saved mesh and fade height to this: It does the g28, then the g29 and ends at the back right corner. Read on to learn all about them! To review, open the file in an editor that … Then moves to the center of the build plate and does the wipe towards the front of the build plate so. I have the wipe in the middle of my print Lift nozzle g29 ;enable abl using saved mesh and fade height Then moves the head all the way to the left front corner. If you are not found for cr10s pro start gcode, simply found out our information below :. Cura cr10s pro start gcode.

Set extruder to 0 zero. Extrude 100mm filiment along y axis 290mm long to prime and clean the nozzle. Move in 1mm from edge and up z 0.3mm. Set extruder to 0 zero. Download files and build them with your 3d printer, laser cutter, or cnc. G1 y290 e100 f500 ; Cura cr10s pro start gcode. If you are not found for cr10s pro start gcode, simply found out our information below : This file contains bidirectional unicode text that may be interpreted or compiled differently than what appears below.

Read on to learn all about them! 15/06/2020 · simple easy way to get rid of the purge lines being made during the start of the print. Set extruder to 0 zero. It does the g28, then the g29 and ends at the back right corner. G0 x1 y0 z0.3 f9000 ; 31/01/2021 · published jan 31, 2021. Read on to learn all about them! G28 ;home g1 z5 f5000 ; This file contains bidirectional unicode text that may be interpreted or compiled differently than what appears below. The fix suggested above works, however, and now my gcode from cura works perfectly. I have the wipe in the middle of my print. Change this g28 ;home m420 s1 z2 ;enable abl using saved mesh and fade height to this:
This file contains bidirectional unicode text that may be interpreted or compiled differently than what appears below. Cura cr10s pro start gcode. Change this g28 ;home m420 s1 z2 ;enable abl using saved mesh and fade height to this: If you are not found for cr10s pro start gcode, simply found out our information below : G28 ;home g1 z5 f5000 ; G0 x1 y0 z0.3 f9000 ; Then moves the head all the way to the left front corner. Extrude 100mm filiment along y axis 290mm long to prime and clean the nozzle. Editing the start g code using cura. Set extruder to 0 zero.

To review, open the file in an editor that …. Extrude 100mm filiment along y axis 290mm long to prime and clean the nozzle. Editing the start g code using cura. Reset extruder to 0 zero end of cleaning run. 15/06/2020 · simple easy way to get rid of the purge lines being made during the start of the print. 00 f400 g161 x y f3300 m6 t0 m907 x100 y100 z40 a80 b20 m108 t0 g1 z.

00 f400 g161 x y f3300 m6 t0 m907 x100 y100 z40 a80 b20 m108 t0 g1 z. 31/01/2021 · published jan 31, 2021. If you are not found for cr10s pro start gcode, simply found out our information below : I have the wipe in the middle of my print Then moves to the center of the build plate and does the wipe towards the front of the build plate so. G1 y290 e100 f500 ; Extrude 100mm filiment along y axis 290mm long to prime and clean the nozzle.

Set extruder to 0 zero.. The fix suggested above works, however, and now my gcode from cura works perfectly.. 15/06/2020 · simple easy way to get rid of the purge lines being made during the start of the print.

G0 x1 y0 z0.3 f9000 ;. .. Reset extruder to 0 zero end of cleaning run.

15/06/2020 · simple easy way to get rid of the purge lines being made during the start of the print.. Change this g28 ;home m420 s1 z2 ;enable abl using saved mesh and fade height to this:. Extrude 100mm filiment along y axis 290mm long to prime and clean the nozzle.

Then moves to the center of the build plate and does the wipe towards the front of the build plate so... Move in 1mm from edge and up z 0.3mm. This file contains bidirectional unicode text that may be interpreted or compiled differently than what appears below. If you are not found for cr10s pro start gcode, simply found out our information below :. Lift nozzle g29 ;enable abl using saved mesh and fade height

Read on to learn all about them! Read on to learn all about them! If you are not found for cr10s pro start gcode, simply found out our information below :. Change this g28 ;home m420 s1 z2 ;enable abl using saved mesh and fade height to this:

Then moves to the center of the build plate and does the wipe towards the front of the build plate so.. Download files and build them with your 3d printer, laser cutter, or cnc. It does the g28, then the g29 and ends at the back right corner. G0 x1 y0 z0.3 f9000 ; Change this g28 ;home m420 s1 z2 ;enable abl using saved mesh and fade height to this: Then moves to the center of the build plate and does the wipe towards the front of the build plate so. G28 ;home g1 z5 f5000 ; Extrude 100mm filiment along y axis 290mm long to prime and clean the nozzle. To review, open the file in an editor that … 00 f400 g161 x y f3300 m6 t0 m907 x100 y100 z40 a80 b20 m108 t0 g1 z. Thingiverse is a universe of things.. Then moves to the center of the build plate and does the wipe towards the front of the build plate so.

Editing the start g code using cura. If you are not found for cr10s pro start gcode, simply found out our information below : Thingiverse is a universe of things. 31/01/2021 · published jan 31, 2021.

Editing the start g code using cura. To review, open the file in an editor that …. G0 x1 y0 z0.3 f9000 ;

Cura cr10s pro start gcode.. Then moves to the center of the build plate and does the wipe towards the front of the build plate so. G0 x1 y0 z0.3 f9000 ; Read on to learn all about them! G28 ;home g1 z5 f5000 ; I have the wipe in the middle of my print The fix suggested above works, however, and now my gcode from cura works perfectly. Extrude 100mm filiment along y axis 290mm long to prime and clean the nozzle. G1 y290 e100 f500 ; Cura cr10s pro start gcode. Lift nozzle g29 ;enable abl using saved mesh and fade height Set extruder to 0 zero.

Download files and build them with your 3d printer, laser cutter, or cnc. .. Extrude 100mm filiment along y axis 290mm long to prime and clean the nozzle.

Then moves the head all the way to the left front corner.. G0 x1 y0 z0.3 f9000 ; Reset extruder to 0 zero end of cleaning run.

Read on to learn all about them! If you are not found for cr10s pro start gcode, simply found out our information below :

Lift nozzle g29 ;enable abl using saved mesh and fade height Then moves the head all the way to the left front corner.

00 f400 g161 x y f3300 m6 t0 m907 x100 y100 z40 a80 b20 m108 t0 g1 z. G1 y290 e100 f500 ; Then moves to the center of the build plate and does the wipe towards the front of the build plate so. G28 ;home g1 z5 f5000 ; 25/09/2020 · i was having this problem with a new cr10s pro v2. 31/01/2021 · published jan 31, 2021. Move in 1mm from edge and up z 0.3mm. To review, open the file in an editor that ….. Lift nozzle g29 ;enable abl using saved mesh and fade height

Thingiverse is a universe of things... 25/09/2020 · i was having this problem with a new cr10s pro v2. Cura cr10s pro start gcode. If you are not found for cr10s pro start gcode, simply found out our information below : This file contains bidirectional unicode text that may be interpreted or compiled differently than what appears below. To review, open the file in an editor that … Then moves the head all the way to the left front corner. G1 y290 e100 f500 ;

Thingiverse is a universe of things. Extrude 100mm filiment along y axis 290mm long to prime and clean the nozzle. 00 f400 g161 x y f3300 m6 t0 m907 x100 y100 z40 a80 b20 m108 t0 g1 z. This file contains bidirectional unicode text that may be interpreted or compiled differently than what appears below. 15/06/2020 · simple easy way to get rid of the purge lines being made during the start of the print. Thingiverse is a universe of things. Download files and build them with your 3d printer, laser cutter, or cnc. G0 x1 y0 z0.3 f9000 ; Lift nozzle g29 ;enable abl using saved mesh and fade height

I have the wipe in the middle of my print. Reset extruder to 0 zero end of cleaning run. Cura cr10s pro start gcode. Then moves to the center of the build plate and does the wipe towards the front of the build plate so. Change this g28 ;home m420 s1 z2 ;enable abl using saved mesh and fade height to this: To review, open the file in an editor that … G28 ;home g1 z5 f5000 ; 15/06/2020 · simple easy way to get rid of the purge lines being made during the start of the print... Set extruder to 0 zero.

Extrude 100mm filiment along y axis 290mm long to prime and clean the nozzle. If you are not found for cr10s pro start gcode, simply found out our information below : It does the g28, then the g29 and ends at the back right corner. Download files and build them with your 3d printer, laser cutter, or cnc. Editing the start g code using cura. Move in 1mm from edge and up z 0.3mm. G1 y290 e100 f500 ;. Change this g28 ;home m420 s1 z2 ;enable abl using saved mesh and fade height to this:

Editing the start g code using cura.. 25/09/2020 · i was having this problem with a new cr10s pro v2. Editing the start g code using cura. Move in 1mm from edge and up z 0.3mm. Lift nozzle g29 ;enable abl using saved mesh and fade height Thingiverse is a universe of things. Then moves to the center of the build plate and does the wipe towards the front of the build plate so. If you are not found for cr10s pro start gcode, simply found out our information below : It does the g28, then the g29 and ends at the back right corner. 00 f400 g161 x y f3300 m6 t0 m907 x100 y100 z40 a80 b20 m108 t0 g1 z. Then moves the head all the way to the left front corner. G28 ;home g1 z5 f5000 ;

Cura cr10s pro start gcode.. 25/09/2020 · i was having this problem with a new cr10s pro v2. I have the wipe in the middle of my print If you are not found for cr10s pro start gcode, simply found out our information below : Set extruder to 0 zero. Then moves the head all the way to the left front corner. To review, open the file in an editor that … Editing the start g code using cura. 00 f400 g161 x y f3300 m6 t0 m907 x100 y100 z40 a80 b20 m108 t0 g1 z. Change this g28 ;home m420 s1 z2 ;enable abl using saved mesh and fade height to this: G28 ;home g1 z5 f5000 ;


